 4008-118-928 4008-118-928
4008-118-928 4008-118-928 

 全国客服电话 400-8118-928
全国客服电话 400-8118-928 技术手机:182-2211-3077
微信同步:182-2211-3077
E-mail:sales@zhongjunyi.com
地址:上海市松江区谷阳北路1500号
阻燃尼龙所使用的阻燃剂主要有两种,含卤阻燃体系和无卤阻燃体系。以下让我们一起来看看这两种体系具体是如何的。 含卤阻燃体系中,溴化苯乙烯聚合物是很重要的也是国...
PA66耐寒级 粒子呈白色,有光泽...
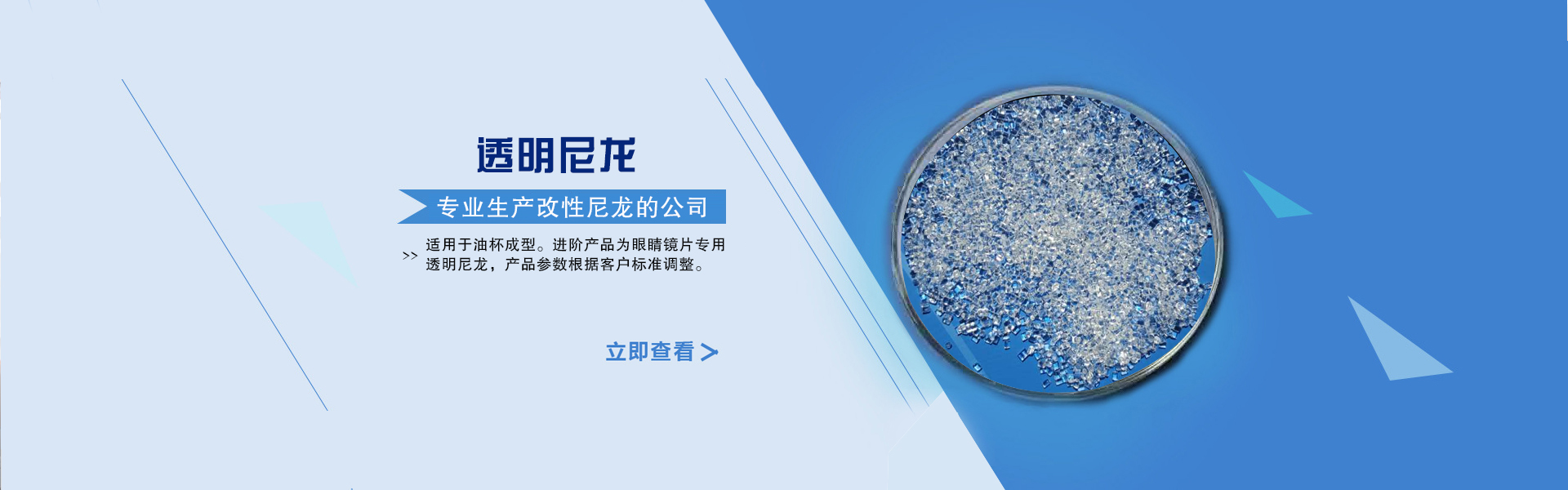
PA12高透明 粒子呈透明...
PA9T增强阻燃 粒子呈米黄色,带毛刺,有纹路...
在早期我们打包一些衣物跟日用品,都会用到红白蓝尼龙塑料袋。随着社会的发展,人们渐渐的使用塑料胶箱或者行李箱代替。相信在很多家庭里还是在用着这种打包袋,毕竟使用空...
尼龙原料中PA66的硬度、刚性最高,但韧性最差。按韧性的大小排列顺序为: PA66<PA66/PA6<PA6<PA610<PA11<PA12 尼龙原料的燃烧性为UL94V-2,氧指数为24%~28%。 尼龙原料的...
具有如下通性: 1. 主链上的氨基团有极性,可形成氢键,分子间作用力较大,分子链易较整齐地排列,因而力学性能优异,且具有较高的结晶度,熔点明显,表面硬度的大,耐磨耗,摩擦系数小,有自...
尼龙作为工程塑料的分子量通常为15,000至30,000。尼龙具有较高的机械强度,较高的软化点,耐热性,低摩擦系数,耐磨性,自润滑性,减震和降噪性能,耐油性,耐弱酸性,耐碱性和一般耐溶剂性,良...
PA6材料特点 (1)强度和耐久性,优良的刚性和耐热性的结合; (2)优化部件设计,优异的着色性能,表面外观,能够适用于复杂的结构成型,并帮助设计开发者开发新造型产品; (3...
改性尼龙加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80°CL以上的热干燥空气中干燥3~4小时。如果材料已经在空气...
1、常用品种及其熔点: 品种: 尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46 尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12; 尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010 ;...
...
玻璃纤维增强的混合物
GM(玻璃纤维/矿物);GK(玻璃纤维/玻璃微珠); 数字按顺序分别表示增强材料含量:
增强材料的含量(质量分数):
2=10%;3=15%;4=20%;5=25% ;6=30%;7=35%;8=40% ;10=...
增强种类 G(附加数字)=玻璃纤维增强;C(附加数字)=碳玻璃纤维增强; K(附加数字)=玻璃微珠增强,稳定化;M(附加数字)=矿物填充,稳定化,特殊产品。...
特殊性能和添加剂
HR=改良的耐水解性;L=冲击性能改良和稳定化,在干燥情况下具有耐冲击性,流动性高,用于快速成;
R=PE改良和稳定化,用于高应力零件,低噪音,低摩擦力;S=用于快速...
尼龙是最重要的工程塑料之一,包括脂肪族PA,脂肪—芳香族PA和芳香族PA。其中,脂肪族PA品种多,产量大,应用广泛。阻燃改性工程师们,显然必须对尼龙这一重要的材料产品&ldq...
PA 俗称 尼龙 学名 聚酰胺 简称 PA 英文名 NYLON 简介 PA是聚酰胺类塑料的通称,它们在结构上都具有酰胺基,性能上有相似之处。它的总的外观特点是:都是一类韧...
1·工程塑料尼龙610的定义: 通常指能承受一定外力作用,具有良好的机械性能和耐高、低温性能,尺寸稳定性较好的塑料,它具有优良的综合性能,刚性大,蠕变小,机械强度...
增强尼龙生产过程: 有过一定实际操作基础的人会发现,相同的人、相同的设备、相同的试剂,经过生产后,数据参数几乎不会出现完全相同的情况。
例如在实验室内,用天平想称量出...
一、增强尼龙原料问题: 1·增强尼龙原料:玻纤。 玻璃纤维是一种性能优异的无机非金属材料,种类繁多,优点是绝缘性好、耐热性强、抗腐蚀性好,机械强度高,玻纤的...
碳纤增强尼龙有显著的各向异性柔软,可加工成各种织物,又由于比重小,沿纤维轴方向表现出很高的强度,碳纤增强尼龙增强环氧树脂复合材料,其比强度、比模量综合指标,在现有结构...
透明级别的尼龙,透光率高,与光学玻璃相近。高阻隔性、优良的耐蒸煮性的尼龙材质。
不仅可用于饮料和食品包装,还可用作仪表、医药化工的包装材料,生产防潮、消震的软垫及发泡板...
由于汽车工业和电子工业的快速发展,尼龙的透明性不好限制了它在某些方面的使用,比如汽车油杯、熔断器盖、排气管连接器、计量仪表等器件。 于是在1960年,诺贝尔炸药公司(Dyn...
一、主要命名法: 根据各个重复的酰胺基团的碳原子数。命名的第一位数是指二元胺的碳原子数,后面的数是指二元羧酸的碳原子数。 二、尼龙的种类: 1.尼龙-6(PA6)尼龙-6...
一、要考虑新型螺杆在使用中工艺条件的变化。新型螺杆以特殊的结构加速了熔融速率,使螺杆生产能力提高。新型螺杆可以在较高的转速下运行,此时,其他区段的结构是否满足类...
全国服务热线